




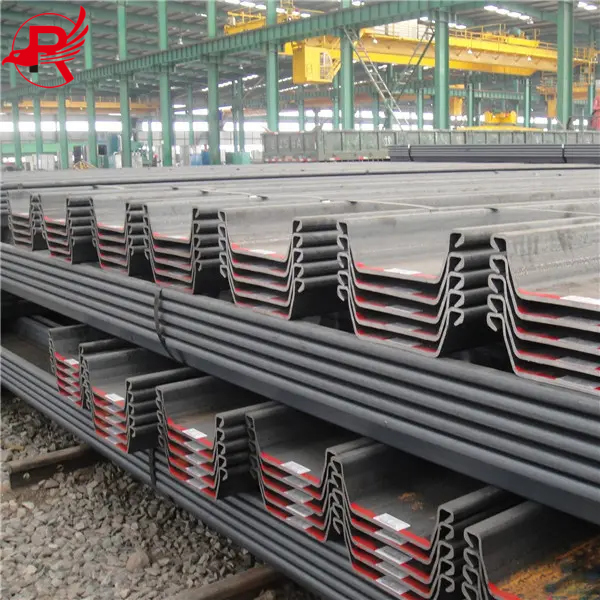
Ved du mere om specifikationerne og dimensionerne for stålspunsvægge?
U-formet varmvalset stålspunsvæg type 2 U9

Produktdetaljer
| Standard | GB/EN | Fakturering | Efter faktisk vægt |
| Tolerance | Ingen | Leveringstid | 7 ~ 15 dage |
| Legering eller ej | Ingen | Grad | Q235B/Q355B/S235JR/S275JR/S355JR |
| Behandlingstjeneste | OEM | Oprindelsessted | Tinajin, Kina |



Kemisk sammensætning af stålspuns
| Karakter (GB) | C | Mn | P | S | Si |
| Q235B | 0,22 | 1.4 | 0,045 | 0,045 | 0,35 |
| Q355B | 0,24 | 1,00–1,60 | 0,035 | 0,035 | 0,55 |
Mekaniske egenskaber for stålspunsvægge
| Karakter (GB) | Flydespænding (MPa) | Trækstyrke (MPa) | Forlængelse (%) |
| Q235B | ≥235 | 370–500 | ≥26 |
| Q355B | ≥355 | 470–630 | ≥21 |
Stålspunsstørrelse
Asiatisk type varmvalsede spunsvægge
Europa Larssen spunsvæg
Asiatisk type varmvalsede spunsvægge
| sektion | Dimensioner | Sektionsareal | Masse | Øjeblik af inerti | Modul af sektion | |||
| Bredde | Højde | Tykkelse | Bunke | Væg | ||||
| w | h | t | ||||||
| mm | Mm | mm | cm2/bunke | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| ⅠA | 400 | 85 | 8 | 45,21 | 35,5 | 88,8 | 4500 | 529 |
| II. | 400 | 100 | 10,5 | 61,2 | 48 | 120 | 8740 | 874 |
| Ⅲ | 400 | 125 | 13 | 76,4 | 60 | 150 | 16800 | 1340 |
| ⅢA | 400 | 150 | 13.1 | 74,4 | 58,4 | 146 | 22800 | 1520 |
| Ⅳ | 400 | 170 | 15,5 | 97 | 76,1 | 190 | 38600 | 2270 |
| ⅤL | 500 | 200 | 24.3 | 133,8 | 105 | 210 | 63000 | 3150 |
| ⅥL | 500 | 225 | 27,6 | 153 | 120 | 240 | 86000 | 3820 |
| ⅡV | 600 | 130 | 10.3 | 78,7 | 61,8 | 103 | 13000 | 1000 |
| ⅢW | 600 | 180 | 13.4 | 104 | 81,6 | 136 | 32400 | 1800 |
| ⅣV | 600 | 210 | 18 | 135,3 | 106 | 177 | 56700 | 2700 |
Europa Larssen spunsvæg
| Afsnit | Dimensioner | Masse | Inertimoment | Modulus af sektion | ||||
| Bredde | Højde | Tykkelse | Pr. bunke | Væg | ||||
| w | h | t | s | |||||
| mm | mm | mm | mm | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| 750 mm bred | ||||||||
| GHU 14 | 750 | 408 | 10,0 | 8.3 | 77,9 | 104 | 28 690 | 1 415 |
| GHU 16 | 750 | 411 | 11,5 | 9.3 | 86,3 | 115 | 32 860 | 1 610 |
| GHU 18 | 750 | 441 | 10,5 | 9.1 | 88,5 | 118 | 39 310 | 1 790 |
| GHU 20 | 750 | 444 | 12,0 | 10,0 | 96,9 | 129 | 44 450 | 2010 |
| GHU 23 | 750 | 447 | 13.0 | 9,5 | 102.1 | 136 | 50 710 | 2 280 |
| GHU 25 | 750 | 450 | 14,5 | 10.2 | 110,4 | 147 | 56 250 | 2 510 |
| 600 mm bred | ||||||||
| GHU 12 | 600 | 360 | 9,8 | 9,0 | 66,1 | 110 | 21 610 | 1 210 |
| GHU 12S | 600 | 360 | 10,0 | 10,0 | 71,0 | 118 | 22 670 | 1 270 |
| GHU 18-1 | 600 | 430 | 10.2 | 8.4 | 72,6 | 121 | 35 960 | 1 680 |
| GHU 18 | 600 | 430 | 11.2 | 9,0 | 76,9 | 128 | 38 660 | 1 810 |
| GHU 18+1 | 600 | 430 | 12.2 | 9,5 | 81,1 | 135 | 41 330 | 1 930 |
| GHU 22-1 | 600 | 450 | 11.1 | 9,0 | 81,9 | 137 | 46 390 | 2 070 |
| GHU 22 | 600 | 450 | 12.1 | 9,5 | 86,1 | 144 | 49 470 | 2 210 |
| GHU 22+1 | 600 | 450 | 13.1 | 10,0 | 90,4 | 151 | 52 520 | 2 345 |
| GHU 28-1 | 600 | 452 | 14.2 | 9,7 | 97,4 | 162 | 60 590 | 2 690 |
| GHU 28 | 600 | 454 | 15.2 | 10.1 | 101,8 | 170 | 64 470 | 2 850 |
| GHU 28+1 | 600 | 456 | 16.2 | 10,5 | 106,2 | 177 | 68 390 | 3 010 |
| GHU 32-1 | 600 | 452 | 18,5 | 10.6 | 109,9 | 183 | 69 220 | 3 075 |
| GHU 32 | 600 | 452 | 19,5 | 11.0 | 114,1 | 190 | 72 330 | 3 210 |
| GHU 32+1 | 600 | 452 | 20,5 | 11.4 | 118,4 | 197 | 75 410 | 3 350 |
| 600 mm og 400 mm bred | ||||||||
| GHU 6N | 600 | 309 | 6.0 | 6.0 | 41,9 | 70 | 9 680 | 635 |
| GHU 7N | 600 | 310 | 6,5 | 6.4 | 44,1 | 74 | 10 460 | 685 |
| GHU 7S | 600 | 311 | 7.2 | 6,9 | 46,3 | 77 | 11 550 | 750 |
| GHU 7HWS | 600 | 312 | 7.3 | 6,9 | 47,4 | 79 | 11 630 | 755 |
| GHU 8N | 600 | 312 | 7,5 | 7.1 | 48,5 | 81 | 12 020 | 780 |
| GHU 8S | 600 | 313 | 8,0 | 7,5 | 50,8 | 85 | 12 810 | 830 |
| GHU 10N | 600 | 316 | 9,0 | 6,8 | 55,8 | 93 | 15 710 | 1000 |
| GHU 11N | 600 | 318 | 10,0 | 7.4 | 60,2 | 100 | 17 460 | 1 105 |
| GHU 12N | 600 | 320 | 11.0 | 8,0 | 64,6 | 108 | 19 230 | 1 230 |
| GHU 13N | 600 | 418 | 9,0 | 7.4 | 59,9 | 100 | 26 600 | 1 280 |
| GHU 14N | 600 | 420 | 10,0 | 8,0 | 64,3 | 107 | 29 420 | 1 410 |
| GHU 15N | 600 | 422 | 11.0 | 8.6 | 68,7 | 115 | 32 270 | 1 540 |
| GHU 16N | 600 | 430 | 10.2 | 8.4 | 72,6 | 121 | 35 960 | 1 680 |
| GHU 18N | 600 | 430 | 11.2 | 9,0 | 76,9 | 128 | 38 660 | 1 810 |
| GHU 20N | 600 | 430 | 12.2 | 9,5 | 81,1 | 135 | 41 310 | 1 930 |
| GHU 21N | 600 | 450 | 11.1 | 9,0 | 81,9 | 137 | 46 390 | 2 070 |
| GHU 22N | 600 | 450 | 12.1 | 9,5 | 86,1 | 144 | 49 470 | 2 210 |
| GHU 23N | 600 | 450 | 13.1 | 10,0 | 90,4 | 151 | 52 520 | 2 345 |
| GHU 27N | 600 | 452 | 14.2 | 9,7 | 97,4 | 162 | 60 590 | 2 690 |
| GHU 28N | 600 | 454 | 15.2 | 10.1 | 101,8 | 170 | 64 470 | 2 850 |
| GHU 30N | 600 | 456 | 16.2 | 10,5 | 106,2 | 177 | 68 390 | 3 010 |
| GHU 31N | 600 | 452 | 18,5 | 10.6 | 109,9 | 183 | 69 220 | 3 075 |
| GHU 32N | 600 | 452 | 19,5 | 11.0 | 114,1 | 190 | 72 330 | 3 210 |
| GHU 33N | 600 | 452 | 20,5 | 11.4 | 118,4 | 197 | 75 420 | 3 350 |
| GHU 16-400 | 400 | 290 | 12,7 | 9.4 | 62,0 | 155 | 22 600 | 1 570 |
| GHU 18-400 | 400 | 292 | 15,0 | 9,7 | 69,3 | 173 | 26 100 | 1 795 |
| Afsnit | Dimensioner | Masse | Inertimoment | Modulus af sektion | ||||
| Bredde | Højde | Tykkelse | Pr. bunke | Væg | ||||
| w | h | t | s | |||||
| mm | mm | mm | mm | kg/m² | kg/m² | cm4/m² | cm3/m² | |
| GHL 600 | 600 | 150 | 9,5 | 9,5 | 56,4 | 94 | 3825 | 510 |
| GHL 600K | 600 | 150 | 10 | 10 | 59,4 | 99 | 4050 | 540 |
| GHL 601 | 600 | 310 | 7,5 | 6,4 | 46,8 | 78 | 11520 | 745 |
| GHL 602 | 600 | 310 | 8.2 | 8 | 53,4 | 89 | 12870 | 830 |
| GHL 603 | 600 | 310 | 9,7 | 8.2 | 64,8 | 108 | 18600 | 1200 |
| GHL 603K | 600 | 310 | 10 | 9 | 68,1 | 113,5 | 19220 | 1240 |
| GHL 603 10/10 | 600 | 310 | 10 | 10 | 69,6 | 116 | 19530 | 1260 |
| GHL 604 | 600 | 380 | 10 | 9 | 73,8 | 123 | 30400 | 1600 |
| GHL 605 | 600 | 420 | 13 | 9.2 | 85,5 | 142,5 | 43890 | 2090 |
| GHL 606 | 600 | 435 | 14.4 | 9.2 | 94,2 | 157 | 54375 | 2500 |
| GHL 607 | 600 | 452 | 19 | 10.6 | 114 | 190 | 72320 | 3200 |
| GHL 703 | 700 | 400 | 9,5 | 8 | 67,5 | 96,4 | 24200 | 1210 |
| GHL 716 | 700 | 440 | 10.2 | 9,5 | 79,9 | 114,2 | 35200 | 1600 |
| GHL 720 | 750 | 450 | 12 | 10 | 96,4 | 128,5 | 45000 | 2000 |
Download det fulde katalog
Stålspunslåsning og vandtæt ydeevne

Design: Sammenlåsende stålspunsvæg, permeabilitet ≤1×10⁻⁷ cm/s
AmerikaOverholder ASTM D5887-standarden for en foring, der minimerer udsivning under tromler.
SydøstasienGrundvandssikker i tropiske regntider
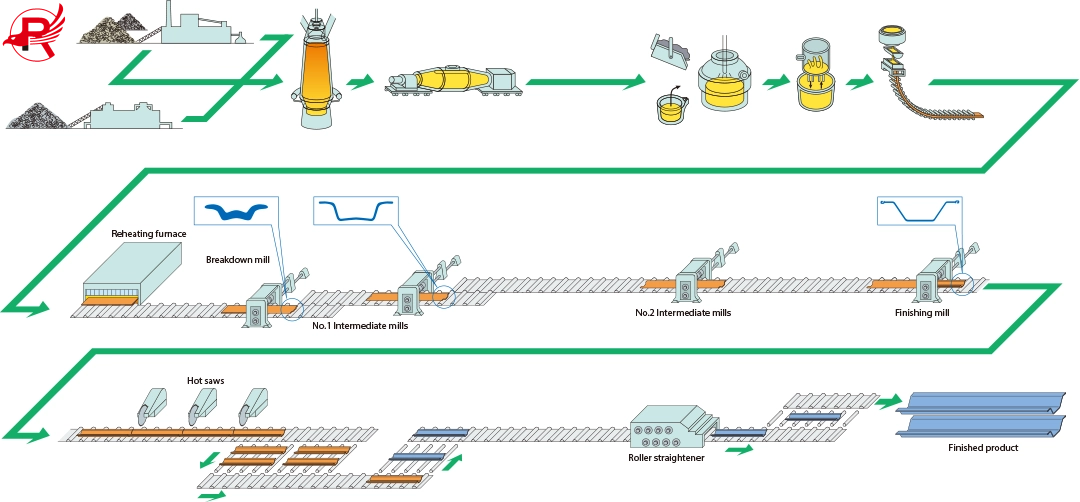
Produktionsproces for stålspunsvægge
1. Smeltning og kontinuerlig støbning
BehandleSmeltet jern fra højovne raffineres i en konverter (BOF) med streng kontrol over den kemiske sammensætning af kulstof (C), mangan (Mn) og silicium (Si), og sporlegeringselementer (såsom vanadium og titanium) tilsættes for at forbedre styrke og sejhed.
ProduktionProduktet støbes til formede emner (dog-bone beam blanks) eller store rektangulære emner ved hjælp af en kontinuerlig støbemaskine (CCM). Brug af formede emner reducerer deformation betydeligt under efterfølgende valsning og beskytter låsemekanismen.
2. Genopvarmning af stålblokke
BehandleStålstykker opvarmes ensartet i en vandrebjælkeovn, typisk ved en temperatur mellem 1150 °C og 1250 °C.
FormålFor at eliminere indre spændinger i stålbarren og opnå tilstrækkelig plasticitet til at muliggøre efterfølgende austenitisk valsning ved høj temperatur.
3. Universalrullning
Dette er den mest afgørende og teknisk udfordrende fase i spunsvægsproduktion:
GrovfræsningOpvarmede stålblokke valses gennem et grovværk for først at forme spunsvægens krop- og flangeprofiler.
Universel finishFinvalsning i flere passager udføres ved hjælp af en universalfræser og en kantfræser.
SammenlåsningsdannelseI de sidste par passager ruller specialdesignede sideformningsvalser præcist spunsvæggen ind i U-formede eller Z-formede indgreb. Spunsvæggen har ekstremt høje dimensionstolerancer for at sikre jævn inddrivning og tæt indgreb under konstruktionen.
4. Afkøling og glatning
KølingDe valsede, rødglødende stålspunsvægge gennemgår en trinvis ensartet afkøling på et køleleje for at forhindre vridning på grund af temperaturforskelle.
UdretningEfter afkøling rettes spunsvæggene ud i længderetningen ved hjælp af en stor flervalseretter for at eliminere bøjning og vridning, hvilket sikrer, at spunsvæggenes rethed opfylder standarderne (f.eks. EN 10248 eller JIS A5523).
5. Skæring, inspektion og pakning
SkæringVed hjælp af varme eller kolde save skæres pladerne præcist til kundens ønskede længder (f.eks. 9 meter, 12 meter, 15 meter osv.).
Inspektion* Dimensions- og overfladeinspektion: Der udføres strenge manuelle og automatiserede inspektioner, især gennemløbstesten, for at sikre perfekt splejsning af hver pæl.
Fysisk og kemisk ydeevnetestningPrøver testes for flydespænding, trækstyrke og slagenergi.
EmballageRustforebyggende olie eller vandtæt fugemasse påføres normalt de sammenlåsende områder, hvorefter pælene stables og bundtes i skiftende retninger, klar til forsendelse.
Yderligere bemærkningerOvenstående beskriver processen for varmvalsede spunsvægge. Koldformede spunsvægge fremstilles ved at bøje varmvalsede stålspiraler ved stuetemperatur ved hjælp af en valseformemaskine. Til sammenligning tilbyder varmvalsningsprocessen overlegen tæthed, vandtæthed og samlet strukturel styrke, hvilket gør den mere velegnet til store eller dybe funderingsgrubeprojekter.
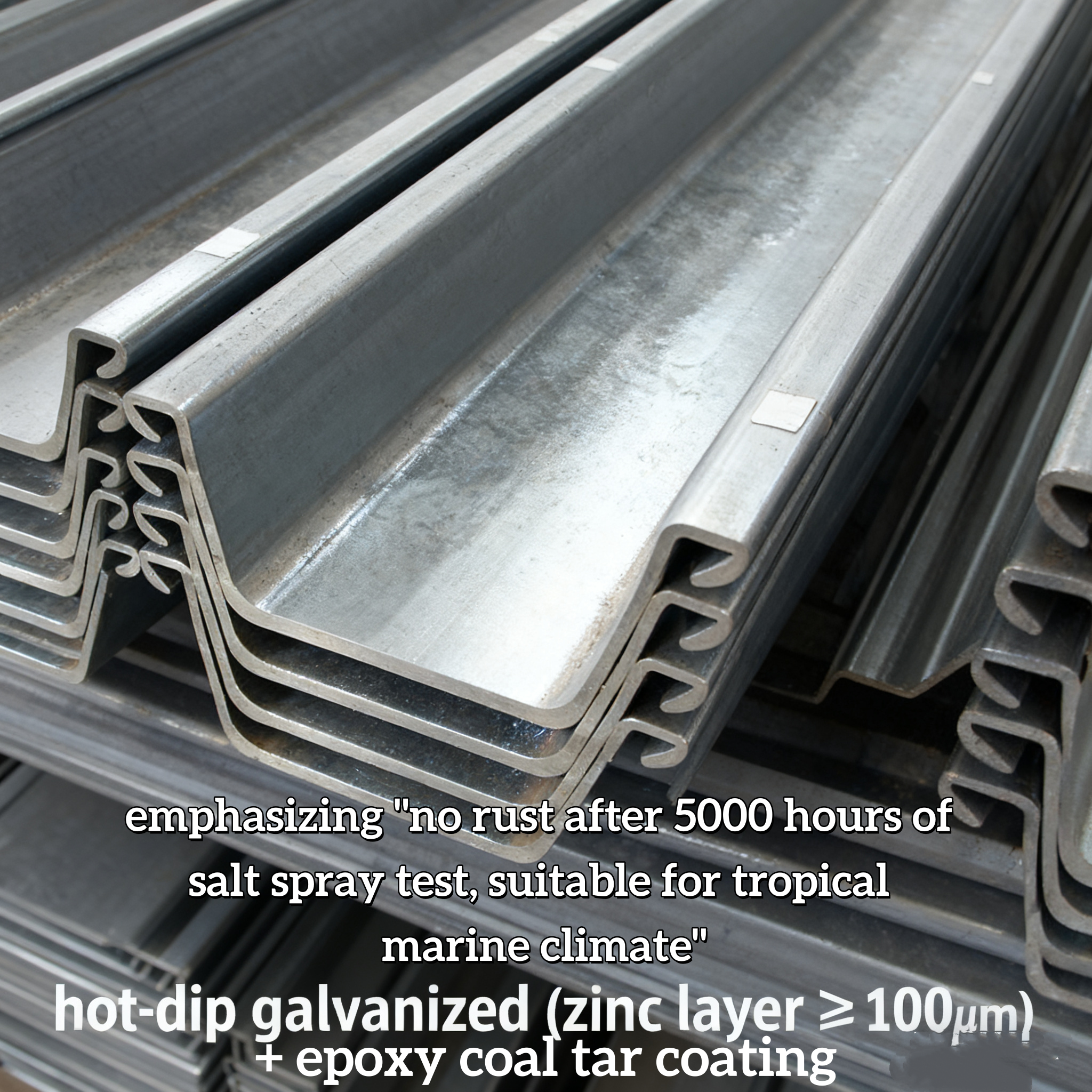
Stålspunsoverflade
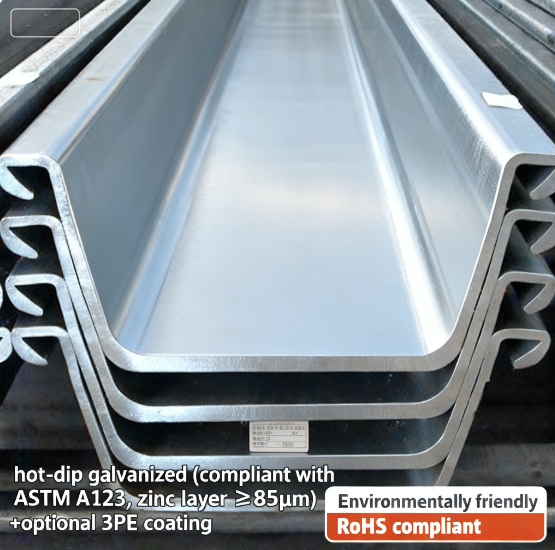
AmerikaHDG-belægningen overholder ASTM A123-standarden med en minimumstykkelse af zinkbelægningen på ≥85 µm. 3PE-belægning fås som et valgfrit beskyttelsessystem. Alle overfladebehandlinger er RoHS-kompatible, hvilket sikrer miljøsikkerhed og internationale eksportstandarder.
Sydøstasien:Varmgalvanisering (≥100 μm) kombineret med dobbeltlags epoxy-kulstjærebelægning giver over 5.000 timers salttågebestandighed, velegnet til tropiske havmiljøer.
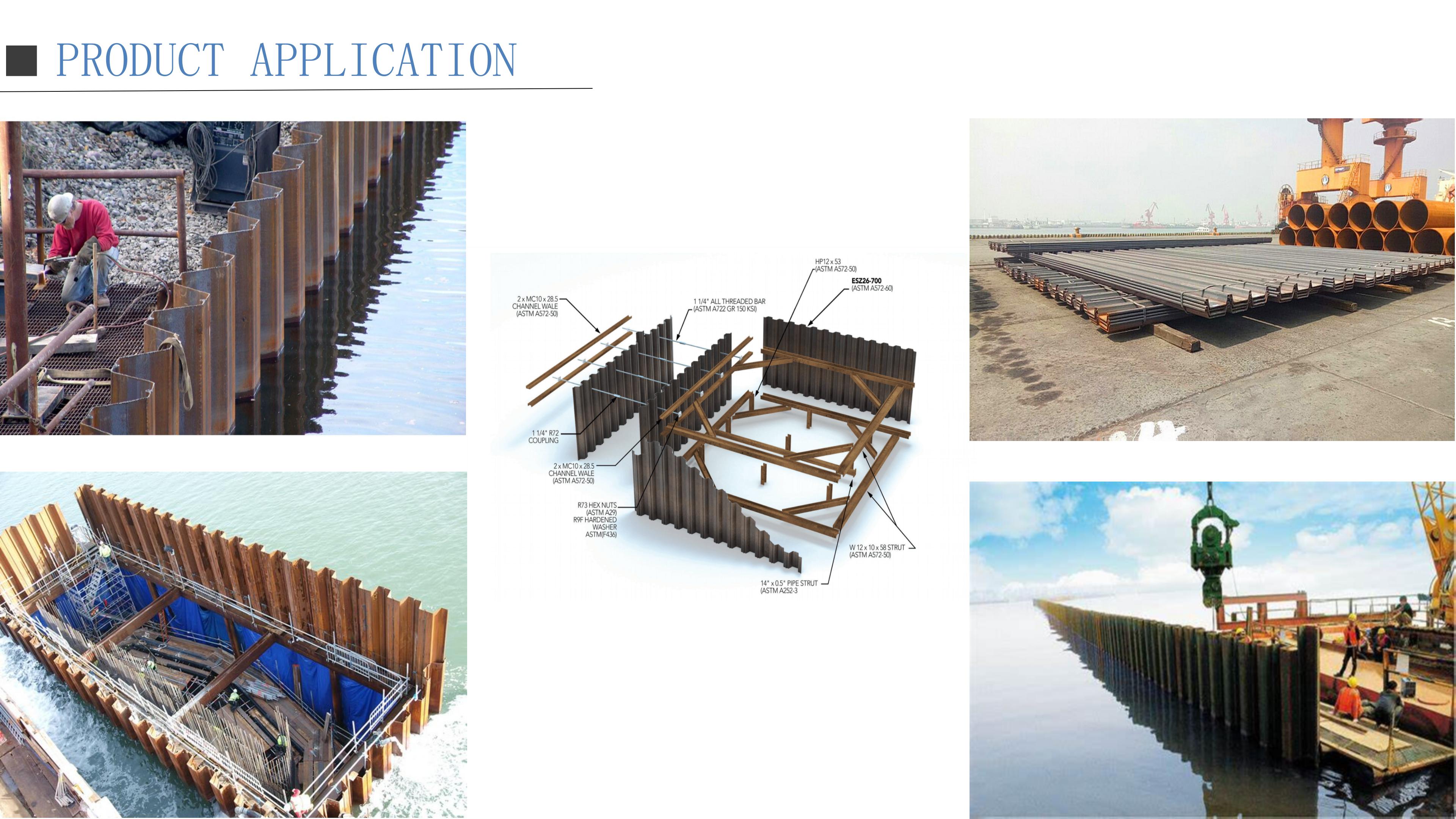
ANVENDELSE
1. Marine- og havneteknik:Anvendes i havne, kajer og offshore-strukturer for at modstå havvandskorrosion og bølgepåvirkning.
2. Støttemurssystemer:Anvendes i jordstøttende strukturer til kældre, veje og skråningsbeskyttelse.
3. Oversvømmelseskontrol og flodarbejder:Ideel til kasser, flodvolde og oversvømmelsesbarrierer med stærk vandmodstand.
4. Fundaments- og infrastrukturprojekter:Anvendes i brofundamenter, underjordiske strukturer og tunge anlægsarbejder til stabil understøtning.
Fordele ved U-formede pæle
1. Højstyrkestålkvalitet
Fremstillet af førsteklasses stål, der sikrer fremragende bæreevne og langvarig strukturel stabilitet.
2. Overlegen korrosionsbeskyttelse
Avancerede belægninger som HDG og epoxysystemer giver stærk modstandsdygtighed i marine og barske miljøer.
3. Præcis sammenkoblingssystem
Præcis U/Z-profildesign sikrer tæt forbindelse og forhindrer jord- og vandlækage under konstruktionen.
4. Hurtig levering og skræddersyede løsninger
Bredt udvalg af størrelser og specialfremstilling tilgængelig med effektiv produktion og global eksportkapacitet.



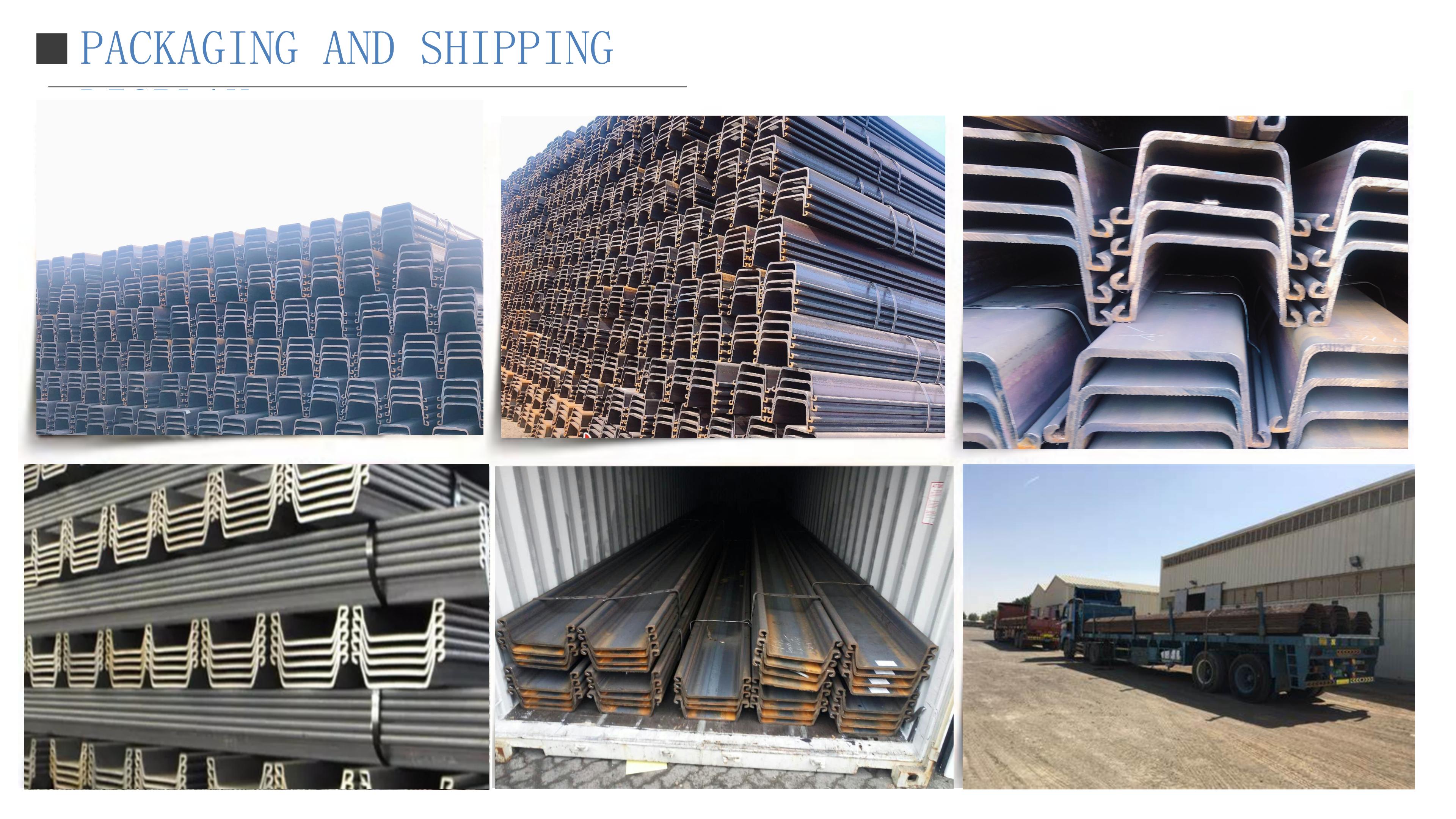
EMBALLAGE OG FORSENDELSE
1. Standard eksportemballage
Stålspunsvægge er bundtet med stålbånd og forstærket for at sikre sikker håndtering under lastning og transport.
2. Overfladebeskyttelse
Rustbeskyttelsesolie eller beskyttende belægning påføres for at forhindre korrosion under langdistanceforsendelse og opbevaring.
3. Indlæsningsmetoder
Pakket i containere eller bulkskibe afhængigt af størrelse, længde og projektkrav.
4. Hurtig global levering
Fleksible logistikløsninger sikrer rettidig levering til havne verden over med fuld dokumentation for eksportklarering.
Ofte stillede spørgsmål
Q1: Kan du tilbyde brugerdefinerede størrelser og længder?
A: Ja, vi tilbyder tilpassede bredder, tykkelser og længder baseret på tegninger eller tekniske specifikationer.
Q2: Hvad er den typiske leveringstid?
A: Standardprodukter er normalt klar inden for 7-15 dage, mens specialbestillinger afhænger af mængde og specifikationer.
Q3: Hvilke anvendelser er spunsvægge egnede til?
A: De bruges i vid udstrækning i støttemure, maritim teknik, oversvømmelseskontrol, kassedamme og fundamentunderstøttelse.
Q4: Udsteder I mølletestcertifikater (MTC)?
A: Ja, vi kan levere komplette MTC-, SGS-, BV- og tredjepartsinspektionscertifikater efter anmodning.
Q5: Hvad er din laste- og pakkemetode?
A: Spunsvægge bundtes med stålstropper og lastes i containere eller bulkskibe med passende beskyttelse til eksportforsendelse.
Skriv din besked her og send den til os
Produktkategorier
-

Amerikanske stålstålprofiler ASTM A1011 stål...
-
Горячекатаная стальная шпунтовая свая Z-образно...
-

Amerikanske stålkonstruktioner Stålprofiler ASTM A...
-

GB Q235B H-bjælke | GB Standard Kina-leverandør | ...
-

Holdbare udendørs ståltrapper i stål Nem gør-det-selv-in...
-

GB stålrist 25×3 specifikation stål ...